数控切割机操作视频
产品分类
联系我们
销售电话:0531-8576 7000
8576 8000
8681 7317
服务电话:0531-8681 7327
采购电话:0531-8681 7307
传 真:0531-8576 8000
手 机: 159 5315 6856高经理
135 0541 3621孔经理
热线电话: 400-6887-531
E-mail: 85768000@163.com
公司简介



济南海格尔数控科技有限公司作为数控切割机、数控等离子切割机、数控火焰切割机厂家及供应商,集中了行业内精英,致力于开发、设计和生产符合市场需求的新一代金属板材数控火焰、等离子切割机、数控切割机、数控等离子切割机、数控火焰切割机、金属管道相贯线切割机,自动焊接设备,石油筛管专用数控铣床,石墨专用数控钻床、数控切割机设备、数控切割机配件等数控类高科技产品。数控切割机技术过硬,数控火焰切割机编程系统完善,数控火焰切割机性能稳定,公司现已通过ISO9001:2008质量管理体系认证。具有自营进出口资质。更多详情>>
产品展示





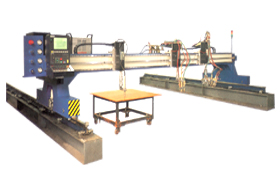


推荐数控切割机

案例展示












